

�������ƣ��Ϻ���˳������е����˾
��ϵ�ˣ���������������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺jsjsj1@163.com
��ϵ��ַ���Ϻ��мζ�����Թ�ҵ
�ʱࣺ201806
��ϵ��ʱ����˵���ڱ���������Ͽ����ģ�лл��
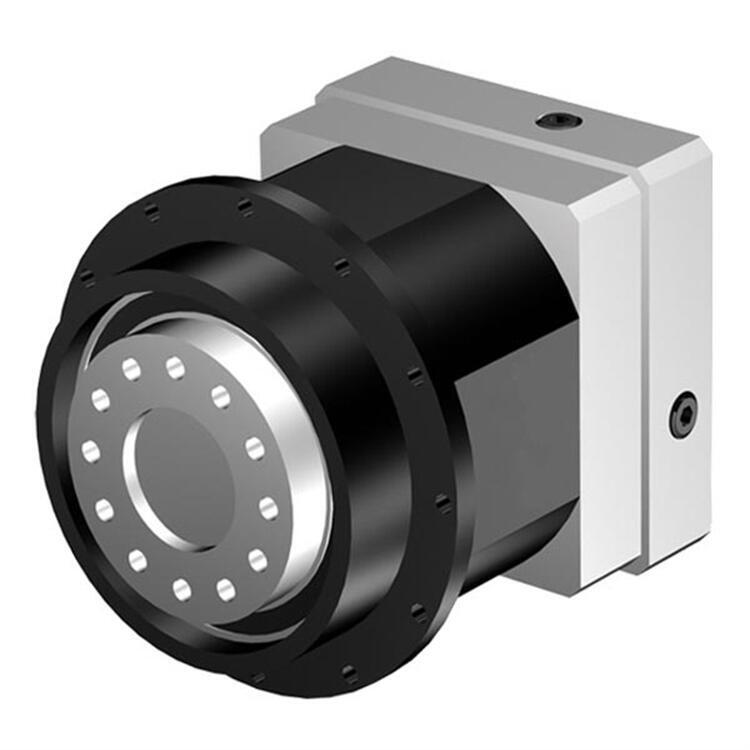
AFR180L2-32-P2-S2-35-79-114.3-200-M12 ���ֻ�ר�ü��ٻ�
�����ܷⷧ�ţ��ܷ�Ȧ������Ƕ�ڷ����ϻ��ڵ����ܱߡ����ý����ܷ�ķ���һ��ȵ����ܷ�ķ�����������������������ȫ�ܷ⡣�����ܷ�����Ӧ�ϸߵĹ����¶ȣ������ܷ���������¶����Ƶ�ȱ�ݡ����Ҫ�������Ϊ��������ʹ�ã���Ҫ������ȷѡ���ŵijߴ�����͡������Ľṹԭ�������ʺ�������ھ����š�����������ʯ�͡�ú����������ˮ������һ�㹤ҵ�ϵõ��㷺Ӧ�ã����һ�Ӧ�����ȵ�վ����ȴˮϵͳ�����õĵ����жԼ�ʽ�����ͷ���ʽ�������֡�
�Ϻ���˳���ٻ��Ǽ�����,����,����, �����ŷ����ר�����Ǽ��ٻ�Ϊһ����ִ�����ҵ,���������ŷ����Ǽ��ٻ����������Ǽ��ٻ�����ѭϸ�ھ����ɰ�,��������г�������,�Ϻ���˳���ٻ��㷺Ӧ����ӡˢ�����������и�����и���ػ���������е��ʳƷ���b���Զ�����ҵ����ҵ�����˵���ҵ��

AFR180L2-32-P2-S2-35-79-114.3-200-M12���ֻ�ר�ü��ٻ�
���ͳز���б��/����ʽ������˵�λ���ݻ��Ĵ����������乹����ͼ1��ʾ�������貨��״б�壬ˮ���������£������ϸ�����������������װ�ã��ڲ��ư��ڷ�������������ز��ư�嶥�ϸ������������ط���䵽�صס�ͼ1б����ͳس���б���������ò��ư壬���2mm~5mm��б�������������ʽ����ˮ���϶�������б���飬������б���ϸ���Ϊ�˷�ֹ�������ʸ�����б���ϣ�Ӧѡ�ò���ˮ������б�壬��ʵ���ϱȽ����ѣ����ԣ���б����ͳص�������Ҳ���й�������Ӧ�ö��ڵ���������ˮ��ϴ����ֹб��������

�Ϻ���˳������е����˾רҵ�������Ǽ��ٻ����ŷ����Ǽ��ٻ����������Ǽ��ٻ������ٻ����з�����������ҵ�������豸���������������ۺ��������ҹ�˾�����Ƚ�������������Ǽ��ٻ��� ��������г�������ͬ���Ʒ��Ⱦ��нṹ���ա�����Ч�ʸߡ���ά�����߾��ȵ��ص㣬�����û����ձ黶ӭ����˾���������Ǽ��ٻ����ŷ����Ǽ��ٻ����������Ǽ��ٻ������ٻ��ȣ��ٱ�3-1000�ж�ʮ���ֱ��ٿ�ѡ��һ�����������ٴ����������㲻ͬ�����ٱȡ���ͬ������Ҫ�㷺Ӧ���������������豸���Զ����ߡ�ӡˢ�����������и�����и���ػ���������е��ʳƷ���b���Զ�����ҵ����ҵ�����˵���ҵ��
AB060-3-S1-P1�����ŷ�������ר�����Ǽ��ٻ� ���ֻ�ר�ü��ٻ�
|
��� |
���Ǽ��ٻ� |
�������� |
����ʽ���ٻ� |
|
|
��װ��ʽ |
���ⷽʽ��װ |
������ʽ |
ͬ��ʽ����ʽ��ֱ������ʽ |
|
|
����Ӳ�� |
Ӳ���� |
��; |
���ٻ� |
|
|
Ʒ�� |
���dz��ּ��ٻ������dz��ּ��ٻ����ٵ�� |
�ͺ� |
�����ŷ����ר�����dz��ּ��ٻ����ٵ�� |
|
|
����ת�� |
1500-3000��rpm�� |
����� |
0.2-10��kw�� |
|
|
���ת�ٷ�Χ |
3-1000��rpm�� |
����Ť�� |
42-10000��N.m�� |
|
|
ʹ�÷�Χ |
�����ŷ����ר�����dz��ּ��ٻ����ٵ�� |
���� |
һ�������������� |
|
|
���ٱ� |
3-1000 |
|
||
һ���������ڵ�·�е�����1���˲����ã��ڵ�Դ��·�У�������·���������������ֱ��������������·֮�����һ���ϴ������ĵ����ݣ��������ŵ����ԣ�ʹ�����������ֱ����ѹ�����ԱȽ��ȶ���ֱ����ѹ����ʵ���У�Ϊ�˷�ֹ��·�����ֹ����ѹ���ر仯�������仯�������ڵ�Դ������˼����صĵ�Դ�����һ�������ʮ���������ĵ�����.���ڴ������ĵ�����һ�����һ���ĵ�У��Ը�Ƶ����������źŲ�����Ч���˳������������˲�����һֻ����Ϊ.1--.lpF�ĵ��ݣ����˳���Ƶ���������.2��������ã��ڵ�Ƶ�źŵĴ�����Ŵ�����У�Ϊ��ֹǰ��������·�ľ�̬�������Ӱ�죬�����õ���ź��.Ϊ�˷�ֹ�ź����ϵ�Ƶ������ʧ����һ���ܲ��������ϴ�ĵ����ݡ�
����ڽ����ŷ���������ֱ���ŷ���������������Һѹ����ļ��ٴ���ͬϵ�з֣�AB60��AB90��AB115��AB142��AB180ͬ��ʽ�����ͺ�,�ٱȣ�3~100��20�����ٿ�ѡ��һ���������ٴ��������ȣ�һ������������2-4���֣���������������4-5���֣��������ֹ�� ��Ʒ�ͺ����磺AB060-3-S1-P1�����ŷ�������ר�����Ǽ��ٻ���

AFR180L2-32-P2-S2-35-79-114.3-200-M12����ڳ���ʱ����ģ�¡�ѹ����ע���ٶȼ���ȴʱ���������Ҳ���ʵ��ı��ܼ����������ģ�����ʱ���ݸ������ϵ�������Χ���ܼ��ں���״�����Ͽ���ʽ�ߴ缰�ֲ������������ȷ���ܼ�����λ�������ʣ�����������ǻ�ߴ硣�Ը߾����ܼ�����������������ʱ��һ���������·������ģ�ߣ����ܼ��⾶ȡ��С�����ʣ��ھ�ȡ�ϴ������ʣ���������ģ����������ء���ģȷ����עϵͳ��ʽ���ߴ缰����������Ҫ�������ܼ�������ȷ���ߴ�仯���������ʱ��������ģ��24Сʱ�Ժ�

